
Le soudage MIG/MAG est la méthode privilégiée dans les ateliers de carrosserie et de serrurerie. Il offre une vitesse d’exécution élevée et une prise en main rapide. La maîtrise de l’arc électrique repose sur la compréhension des interactions entre le gaz, le fil et les paramètres de puissance. Pour souder au mig avec une qualité professionnelle, vous devez orchestrer précisément la fusion du métal.
Ressource gratuite : retrouvez en bas de cet article Guide de Dépannage et Réglages MIG/MAG en téléchargement libre.
Comprendre le procédé MIG/MAG : au-delà de l’acronyme
Le soudage à l’arc sous protection gazeuse se divise en deux catégories selon la nature du gaz. Le procédé 135 (MAG) et le procédé 131 (MIG) utilisent un fil-électrode plein qui se déroule de manière continue. Leur application varie selon le métal de base.
MIG vs MAG : une question de réactivité chimique
Le terme MIG (Metal Inert Gas) désigne l’utilisation d’un gaz inerte, comme l’argon pur ou l’hélium, qui ne réagit pas avec le bain de fusion. Ce procédé convient à l’aluminium ou au cuivre. Le MAG (Metal Active Gas) utilise un mélange de gaz actifs, généralement de l’argon enrichi avec du dioxyde de carbone (CO2) ou de l’oxygène. Ces composants modifient la tension superficielle du métal fondu et augmentent la pénétration de l’arc. C’est la méthode standard pour l’acier carbone et l’acier inoxydable.
Le rôle du fil-électrode et du dévidoir
Le fil MIG sert d’amorce pour l’arc électrique et de métal d’apport. Il est acheminé par un moteur à travers une gaine jusqu’à la torche. La régularité de ce dévidage garantit la stabilité de votre soudure. Un fil qui saccade, souvent dû à une gaine encrassée ou des galets mal réglés, provoque des projections excessives et un cordon irrégulier. La qualité du cuivrage du fil influence directement la conductivité électrique et la protection contre la corrosion.
Le choix stratégique du gaz et du métal d’apport
Le gaz de protection définit la géométrie du cordon et la stabilité de l’arc. Sans protection, le métal en fusion réagit avec l’azote et l’oxygène de l’air, créant des porosités qui fragilisent la structure.
| Métal à souder | Gaz recommandé | Composition type | Résultat attendu |
|---|---|---|---|
| Acier standard | Argon + CO2 | 82% Ar / 18% CO2 | Forte pénétration, arc stable |
| Acier inoxydable | Argon + CO2 (faible) | 98% Ar / 2% CO2 | Conservation de la résistance à la corrosion |
| Aluminium | Argon Pur | 100% Argon | Nettoyage de la couche d’alumine |
L’influence du CO2 sur le bain de fusion
Pour souder au mig de l’acier, le mélange Argon/CO2 à 15 % ou 18 % est le standard industriel. Le CO2 apporte une énergie supplémentaire au centre de l’arc, créant un profil de pénétration profond. Une teneur trop élevée en CO2 augmente toutefois les projections. Pour l’inox, limitez le CO2 à 2 % afin de préserver les propriétés inoxydables du métal.
La dynamique des fluides à la sortie de la buse est déterminante. Le gaz de protection doit former un flux laminaire stable autour de l’arc. Un débit trop élevé crée des turbulences qui aspirent l’air ambiant. Ce flux gazeux garantit que les éléments d’alliage du fil, comme le manganèse ou le silicium, désoxydent le bain de fusion efficacement.
Préparer la pièce pour une conductivité optimale
Le procédé MIG exige une surface propre. Un meulage à blanc sur la zone de soudure et sur l’emplacement de la pince de masse est impératif. Une mauvaise masse entraîne des variations de tension qui perturbent le transfert de métal et rendent l’arc instable.
Maîtriser les réglages : le triangle d’or du soudeur
Régler un poste MIG repose sur l’équilibre entre la tension, la vitesse du fil et l’inductance. Ces paramètres s’ajustent selon l’épaisseur du métal et la position de soudage.
La tension (Volts) et la vitesse de fil (Ampères)
La tension détermine la longueur de l’arc et la largeur du cordon. Une tension élevée élargit le cordon. La vitesse de fil contrôle l’intensité et la quantité de métal déposé. L’harmonie entre ces deux facteurs est essentielle : une vitesse de fil trop élevée sans tension suffisante provoque des défauts de fusion. À l’inverse, une tension trop forte avec peu de fil génère des projections importantes et risque de percer la pièce.
L’inductance : le réglage méconnu
Le réglage de l’inductance influence la vitesse de montée en courant lors des courts-circuits. Une inductance faible produit un arc sec et directionnel, adapté aux tôles fines. Une inductance élevée rend l’arc plus doux et fluide, limitant les projections sur les épaisseurs moyennes. Un bon réglage de l’inductance réduit le besoin de meulage post-soudure.
Les modes de transfert de métal
Le transfert de métal s’effectue selon trois modes principaux. Le court-circuit (Short-arc) consiste en un contact répété du fil avec le bain de fusion, idéal pour les tôles fines et le soudage en position. Le transfert globulaire, à éviter, génère des gouttes instables et des projections excessives. Enfin, le spray-arc (pulvérisation axiale) projette le métal en fines gouttelettes pour les fortes épaisseurs, exigeant une tension élevée et un gaz riche en argon.
La gestuelle technique pour un cordon de qualité
La qualité finale dépend de la position de la torche et de la régularité du mouvement.
L’inclinaison et le sens d’avance
En poussant la torche avec une inclinaison de 10 à 15° vers l’avant, vous obtenez une meilleure visibilité du joint et un cordon plat, technique recommandée pour l’aluminium et les tôles fines. En tirant la torche, la pénétration est plus profonde et le cordon plus bombé, ce qui convient aux fortes épaisseurs en acier pour assurer la solidité de la racine.
Gérer la distance tube-contact / pièce (Stick-out)
La distance entre le tube-contact et la pièce, appelée stick-out, doit rester entre 10 et 15 mm. Un éloignement excessif diminue l’intensité et fragilise la protection gazeuse. Une distance trop courte risque d’obstruer la buse avec des projections et de surchauffer le tube-contact.
Le mouvement de balayage
Pour les joints larges, un léger mouvement de balayage en demi-lune assure la fusion des deux bords de la pièce. Marquez un temps d’arrêt bref sur les côtés pour éviter les caniveaux et traversez rapidement le centre pour limiter la surépaisseur.
Diagnostic des défauts : comment réagir ?
Savoir identifier les défauts permet de corriger rapidement ses réglages.
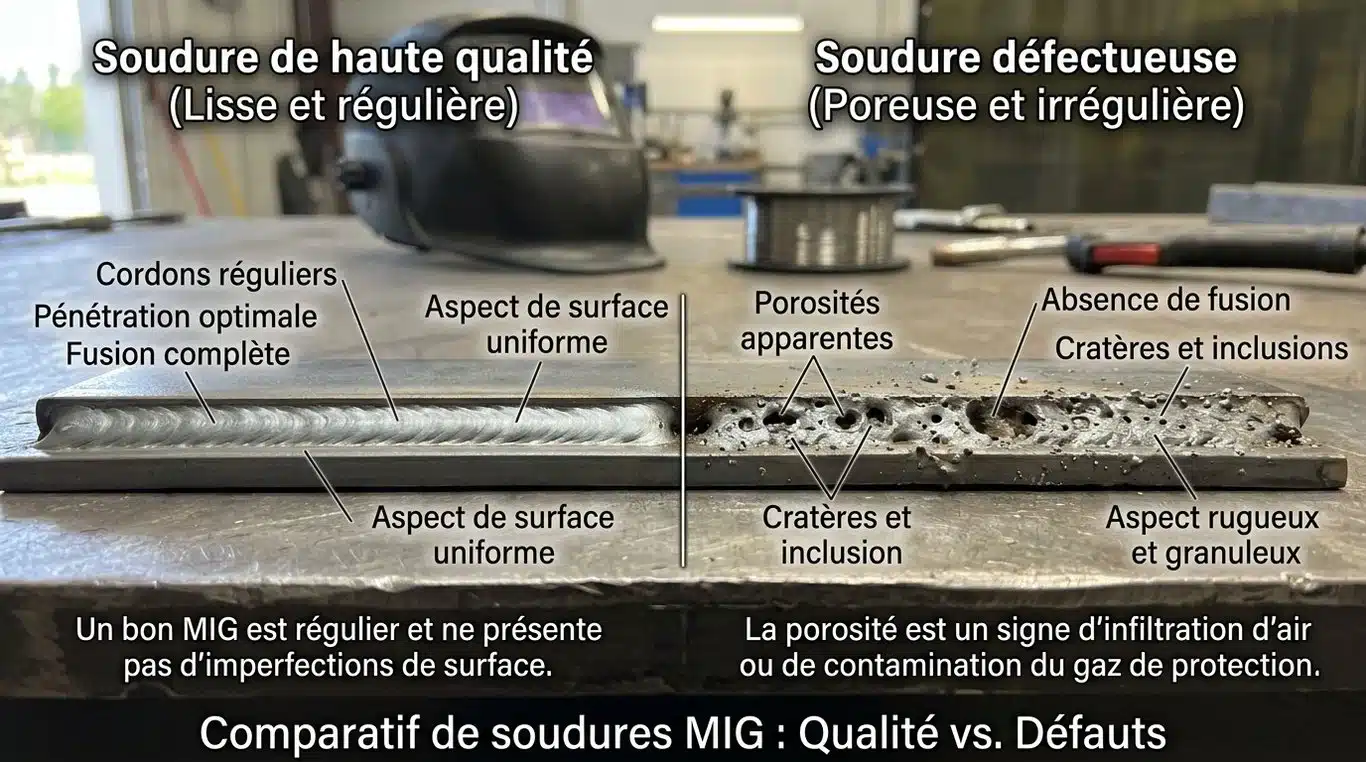
Les porosités : le cauchemar du soudeur
Une soudure poreuse indique un problème de protection gazeuse. Vérifiez le débit de gaz, généralement réglé entre 10 et 12 litres par minute, et assurez-vous de l’absence de courants d’air. La présence d’huile ou de peinture sur le métal est une autre cause fréquente de porosité.
Le manque de pénétration et les collages
Le collage survient lorsque le bain de fusion coule sur le métal froid sans le pénétrer. Ce défaut apparaît si la vitesse de fil est trop faible ou si la préparation des bords est insuffisante. Augmentez l’intensité ou réduisez la vitesse d’avance pour favoriser la pénétration thermique.
Les projections excessives
Des projections abondantes signalent un déséquilibre des réglages. Une tension trop basse par rapport à la vitesse de fil en est souvent la cause. Un manque d’inductance ou un gaz inadapté amplifie ce phénomène. L’utilisation d’un spray anti-adhérent protège la buse, mais ne remplace pas un réglage électrique optimal.
La pratique régulière permet de maîtriser le soudage MIG. Observez constamment le bain de fusion pour ajuster votre vitesse et votre angle en temps réel. Une préparation rigoureuse et un choix de gaz cohérent garantissent des assemblages solides et esthétiques.
- Soudage MIG/MAG : 3 réglages essentiels et le bon mélange gazeux pour des soudures parfaites - 3 avril 2026
- Nettoyer son frigo : pourquoi l’eau de Javel est une erreur et la méthode pour une hygiène parfaite - 3 avril 2026
- École, église et projets partagés : ce qui unit les habitants de Réminiac plus que n’importe quel titre de journal - 3 avril 2026